
Motivating the Right Behaviors with Production Floor Team Performance Boards
In our previous article, we introduced the tiered meeting process which included a foundational element: the production floor (Tier1) team meetings. Performance boards are a central element of this daily stand-up meeting. This article suggests production floor performance board categories, metrics and content which should also motivate the right behaviors from team members.
The proposed performance board will enable the team to assess actuals vs. targets, identify problems/issues and determine and assign corrective actions (especially when actuals fall short of targets). Another very important element is to solicit safety-related, lean manufacturing and defect reduction ideas from team members.
This encourages employee engagement, surfaces practical improvement opportunities, and builds a culture of continuous improvement from the ground up.
Let’s consider categories of performance measurement at the work cell level. We will keep it simple, and orient our language to the environment we’re creating.
- Safe: zero recorded injuries, near misses
- Productive: minimal resources used (more on this later)
- Defect Free: zero defects, scrap or rework
Focusing on safe, productive, and defect free appeals to shared self-interest rather than being provided a top-down mandate. No one wants to get hurt, waste time or produce poor quality products. The team should see these as personal and collective goals and motivation more natural and sustainable.
How do we tie these objectives to a set of metrics? A valid measurement system enables us to ensure the desired environment is achieved. The easiest and most straightforward metrics are “Safe” and “Defect-Free”. Most companies track safety metrics such as recordable injuries and near misses. Likewise, quality metrics for defects, scrap, and rework are typically already in place.
To measure “Productivity” effectively, we apply a value-stream point of view. Fundamentally, a productive shop floor environment means two critical things:
- Cycle time equals Takt time – the actual time it takes to produce one unit matches the rate of customer demand
- Capacity utilization is maximized – people, machines, and resources are used as efficiently as possible with minimal waste or idle time
While there is some overlap between these objectives we can measure how these objectives are met as follows:
- Schedules Achieved – an optimized production schedule issued to the shop floor that requires product volume while running at Cycle Time = Takt Time.
- Resources Utilized – total direct labor hours actually charged vs. hours available to achieve the production schedule.
- Skillsets Enhanced – employees trained in critical skills, including cross-training for better resource leveling, standard operating procedures (SOPs), and lean manufacturing fundamentals (the target here may not be a number per se but a matrix of training planned versus actual).
Our shop floor performance board categories and metrics might look something like the following:
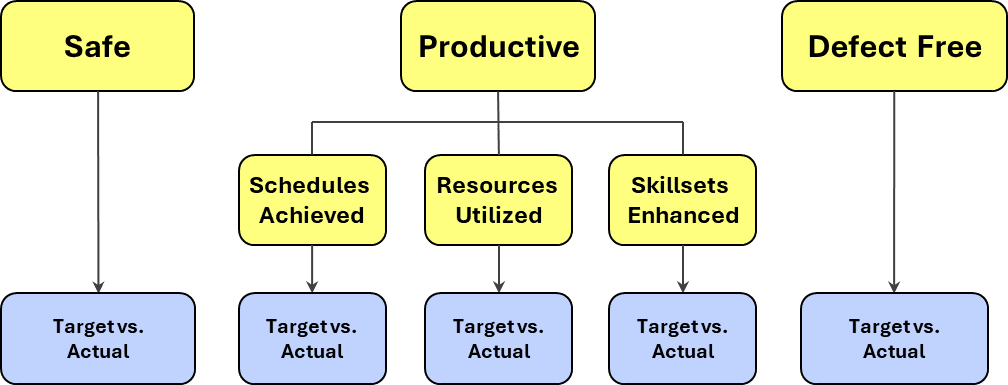
Let’s focus on “Resources Utilized” for the moment…tracking resources utilized is somewhat of an oversimplification since our ultimate goal is to maximize overall capacity. However, complex or unrealistic measures of capacity utilization can be counterproductive. Instead, recording ongoing resource utilization gives the teams insight into how much they can get done with the resources they have. Also, as productivity increases some expected positive outcomes are:
- resources utilized decrease over time given a fixed/steady workload and schedule continues to be achieved
- resources utilized remain fixed/steady with increased workload (while schedule achievement is maintained)
- if additional resources are provided (typically when the team has been consistently missing schedule targets), resource utilization may rise initially — but schedule achievement is expected to improve as a result.
Improved resource utilization is achieved through cross-training, effective problem-solving and implementing lean manufacturing ideas from the team.
Also, it is clear that Schedule Achievement (plan vs. actual) is the critical measurement or ‘yardstick’ in this process. This is a source of continuous improvement in itself. Schedules should be realistic and achievable. Feedback from the shop floor will facilitate improvement to schedules and forward-looking plans. Schedule and productivity improvement should converge and reveal itself on improved schedule achievement.
To support each of the objectives, we will add two important sections to our production floor performance boards (1) a problem/issue & actions section and (2) a dedicated continuous improvement ideas section:
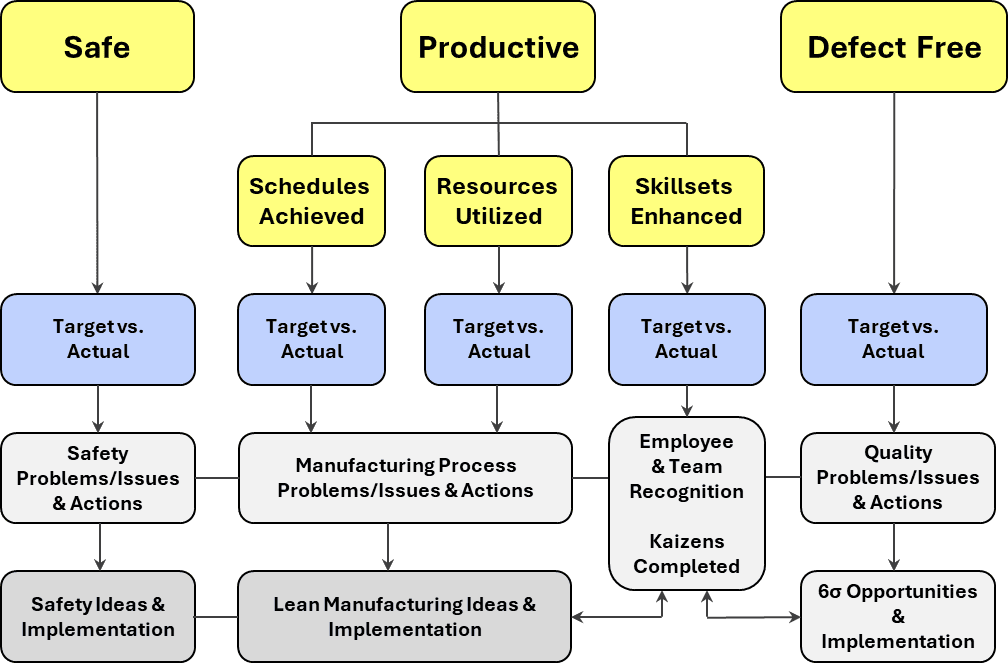
Some key features of this performance measurement and continuous improvement model are as follows:
- Problems/Issues: are identified where actual results falls short of targets. The team identifies corresponding actions, assigns owners and tracks them to closure.
- Ideas Solicited: team member understanding of safety, lean/kaizen and/or six sigma is leveraged to solicit ideas
- Safety, lean manufacturing and six sigma ideas are documented
- A continuous improvement resource facilitates idea prioritization and implementation
- All ideas are documented and considered, accepted ideas are left on the idea section for visibility and monitoring
- Shop Floor Feedback / Data: problems/issues and ideas can be categorized and prioritized to establish strategic initiatives or address systemic issues at the Tier2 Production Support or Tier3 Steering Committee meetings.
- Skillsets Enhanced: critical skills are developed. (Note that training could be tailored and targeted to meet the needs of the overall value stream.). Training might include:
- Safety awareness and safety-related countermeasures
- Cross-training to support resource leveling and redeployment
- Lean manufacturing and/or kaizen training (often called “yellowbelt” training)
- Six sigma training
- New or revised standard operating procedures (SOPs) for process improvement
- Employee & Team Recognition
- Yellow Belt certification upon successful implementation of a Lean Sigma idea or project
- Individual and team shout-outs for solving problems or contributing implemented ideas
- Acknowledgment of completed Kaizens and improvement projects
This article builds on the tiered meeting process by outlining practical, motivating performance boards for daily production floor (Tier 1) stand-up meetings. These simple, visual performance boards turn daily Tier 1 meetings into powerful drivers of accountability, problem-solving, and sustainable performance gains by making safety, productivity, and quality everyone’s personal and team goals. They emphasize realistic scheduling, resource efficiency, and continuous feedback loops to create a more engaged, efficient, and improvement-oriented workforce.